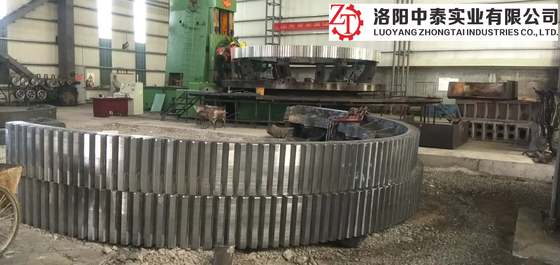
Mill Girth Gear เหล็กหล่อ Custom Gear Ring Gear ขนาดเส้นผ่านศูนย์กลางขนาดใหญ่ Rotary Gear Girth Gear
1. ข้อกำหนดทางเทคนิคของวงแหวนเกียร์ขนาดใหญ่สำหรับเฟืองเส้นรอบวง
(1) การปรับสภาพพื้นผิวก่อนดับเป็นปกติและความแข็งควรเป็น HB210 ~ 250คุณสมบัติทางกลคือขีดจำกัดความแข็งแรง Rb690MPa, ขีดจำกัดผลผลิต Rs490MPa, การยืดตัว d511%, พื้นที่ลดลง w25%, ค่าความทนทานต่อแรงกระแทก Ak30Jการชุบแข็งแบบเหนี่ยวนำฟัน ความแข็งของ HRC50~55;ความลึกของการชุบแข็งที่มีประสิทธิภาพ 3~5mm.
(2) การตรวจสอบอัลตราโซนิกจะดำเนินการโดยรวม และคุณภาพภายในต้องเป็นไปตามข้อกำหนดรองที่กำหนดไว้ในมาตรฐาน GB7233-87การตรวจสอบอนุภาคแม่เหล็กของเฟืองและฟันเฟืองคุณภาพควรเป็นไปตามข้อกำหนดมาตรฐาน GB/T9444-88
(3) มุมมนที่ไม่ได้หล่อ R5~R10
(4) การลบมุมของปลายทั้งสองด้านและขอบตามความกว้างของฟันวงแหวนเฟืองขนาดใหญ่โดยวงแหวนเฟืองครึ่งสองอันเชื่อมต่อกับสลักเกลียวที่มีความแข็งแรงสูงเป็นวงแหวนเฟืองทั้งหมด พื้นผิวข้อต่อต้องอยู่ตรงกลางด้านล่างของฟัน
2. พารามิเตอร์ผลิตภัณฑ์ของวงแหวนขนาดใหญ่สำหรับเฟืองเส้นรอบวง
| วงแหวนเกียร์ขนาดใหญ่ |
⑴GS42CrMo4 เหล็กหล่อโลหะผสม (มาตรฐานองค์กร) HB 220 ~ 240
โครงสร้างครึ่งแผ่น ชนิด Y
(3) ฟันเฉียง
(4) โครงสร้างการปิดผนึกและการจัดตำแหน่งที่เหมาะสม
|
⑴ การกลั่นนอกเตาหลอมเหล็ก (การเป่าอาร์กอนและการบำบัดด้วยสุญญากาศ RH)
(2) ใช้เทคโนโลยีการแขวนแม่พิมพ์ทรายเย็นแบบพิเศษเพื่อให้แน่ใจว่ามีความหนาแน่นของการหล่อและฟัน
(3) การรักษาแบบปกติ (เทคโนโลยีที่เป็นกรรมสิทธิ์) เพื่อให้แน่ใจว่าผิวฟันมีความแข็ง
(4) หลังจากการถูแบบหยาบ ให้คลายการเสื่อมสภาพ ซ่อมแซมพื้นผิวข้อต่อ จากนั้นจึงทำการรีดแบบละเอียด
⑸ เตาประกอบอาหารแบบโฮมเมดที่มีความแม่นยำ
|
⑴ คุณสมบัติทางกลและองค์ประกอบทางเคมีของการหล่อชิ้นงาน (มาตรฐานการควบคุมภายใน)
(2) การตรวจจับรอยร้าวแบบอัลตราโซนิกหลังจากการกลึงหยาบ
⑶ การตกแต่งครึ่งหนึ่ง การตรวจสอบอัลตราโซนิกขั้นสุดท้ายและการตรวจสอบอนุภาคแม่เหล็ก
(4) การตรวจสอบอนุภาคแม่เหล็กผิวฟัน, การตรวจสอบความแข็ง
⑸ ตรวจสอบความคลาดเคลื่อนของฟัน
⑹ การทดสอบการประกอบทั่วไปแบบไม่โหลดก่อนส่งมอบ ตรวจสอบความแม่นยำในการประกบของเฟืองขนาดใหญ่และขนาดเล็ก
|
3. กระบวนการผลิตแหวนฟันขนาดใหญ่สำหรับเฟืองเส้นรอบวง
(1) ว่างเปล่า
ช่องว่างการหล่อเหล็กจัดทำโดยโรงงานหล่อและตีขึ้นรูปหนักของ CITIC Heavy Industry Machinery Co., LTD.มีการใช้งานตามมาตรฐาน gb11352-89การขึ้นรูป การหลอม การเท การตีกล่อง การทำความสะอาดและการแต่งหล่อตามข้อกำหนดของกระบวนการหล่อในระหว่างการตรวจสอบและการยอมรับ จะต้องตรวจสอบช่องว่างเหล็กหล่อตามแบบและข้อกำหนดทางเทคนิค และกระบวนการจะถูกวางลงหลังจากผ่านการยอมรับตามมาตรฐาน JB/T6402-92
(2) การกลึงหยาบ
วาดเส้นตามความต้องการของแบบและจัดสรรค่าเผื่อการประมวลผล การจัดตำแหน่ง การเชื่อมต่อ การประมวลผลวงในและวงนอก กัดผิวร่วม การเจาะ และกระบวนการอื่นๆ
(3) การบาดเจ็บของตัวแทน
การตรวจสอบอัลตราโซนิกจะดำเนินการโดยรวม และคุณภาพภายในต้องเป็นไปตามข้อกำหนดรองของมาตรฐาน GB7233-87
(4) ปรับสภาพให้เป็นปกติ
แหวนครึ่งวงถูกทำให้เป็นมาตรฐานและอบร้อนเป็นคู่เพื่อให้มีโครงสร้างจุลภาคที่ดีสำหรับการดับผิวในภายหลังและตามข้อกำหนดของภาพวาดเพื่อตรวจสอบการเสียรูปของวงแหวนครึ่งเฟืองหลังการอบชุบ
4. กรณีแนะนำเกียร์วงแหวนขนาดใหญ่
โครงการเหล็ก SINO ของ Citic Pacific ในออสเตรเลีย โรงสีลูกที่ใหญ่ที่สุดในโลกขนาด 7.9 x 13.6 ม. วงแหวนเกียร์ขนาดใหญ่แห่งแรกเมื่อเร็ว ๆ นี้ในโรงงานหล่อแบบหล่อ บริษัท citic juki ประสบความสำเร็จในสายการผลิตทรายด้วยเส้นผ่านศูนย์กลาง 12 เมตรและความสูงของตึกสี่ชั้นเมื่อหักออก ขนาดของช่องว่างนั้นใหญ่ที่สุดที่เคยผลิตโดย Citic Heavy Machinery Companyในเวลาเดียวกัน การหล่อยังทำให้สดชื่นด้วยสิ่งประดิษฐ์ของบริษัทและแม้กระทั่งบันทึกของอุตสาหกรรมเครื่องจักรหนักประการแรก มีการใช้เหล็กหลอมเหลว 375 ตัน และประการที่สอง ใช้เตาเผา 6 เตา และการหล่อหุ้ม 5 ชิ้นเพื่อให้บรรลุเป้าหมายนี้ ทำลายสถิติของบริษัทที่ใช้เหล็กหลอมเหลว 346 ตันในปี 2550 โดยวงล้อ "Kiln King" ของซาอุดิอาระเบียประการที่สาม ระดับคุณภาพที่ร้องขอสำหรับผลิตภัณฑ์ที่คล้ายคลึงกันของบริษัทนั้นสูงมากSINO Iron Mine เป็นโครงการเหมืองที่ใหญ่ที่สุดในโลกที่ CITIC Pacific ในออสเตรเลียลงทุนร่วมกับกลุ่มเหล็ก เช่น Wuhan Iron and Steel Co., LTD.เครื่องจักรหนัก Citic สำหรับการพัฒนาความก้าวหน้าที่สุดในโลกข้อกำหนดของ 5 กลุ่มที่ใหญ่ที่สุด 1 (2) x 11 เมตรจากโรงสีและ 7.9 x 13.6 เมตรของโรงสีลูกและจะเป็น "โครงการศูนย์"


 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!